Slate stone, a fine-grained, foliated metamorphic rock, has transitioned from a traditional building material into a cornerstone of modern high-end architecture. As a leading slate stone manufacturer & factory, we have witnessed the global demand shift from basic roofing tiles to sophisticated, multi-functional applications. The industry today is valued not just for the raw aesthetic of natural stone, but for the precision-engineered derivatives like flexible stone veneers and sintered slate panels.
In the global market, slate's primary value lies in its unique geological structure, which allows it to be split into thin, durable sheets. Major consumption hubs in North America, Western Europe, and the Middle East are increasingly specifying slate for its "Lifetime Material" status. Whether it is the historic restoration of European villas or the futuristic facades of Dubai’s skyscrapers, slate remains the preferred choice for architects seeking durability paired with organic elegance.
The slate industry is undergoing a digital and green transformation. Manufacturers are now utilizing AI-driven sorting systems to ensure color consistency across massive batches—a challenge that once plagued natural stone projects. Furthermore, the rise of MCM (Modified Clay Materials) and flexible stone veneers reflects a trend toward "Lightweight Urbanism," where the look of heavy slate is achieved with a fraction of the weight and carbon footprint during transport.
Nanan Zenlith Co., Ltd. is a professional manufacturer and global supplier specializing in artificial marble, quartz stone, and engineered & natural stone solutions for residential, commercial, and architectural applications. Based in Nanan—one of China’s most established stone industry hubs—the company integrates advanced production technology with strict quality control to deliver consistent, high-performance surfaces.

Zenlith’s product portfolio includes artificial marble slabs, engineered quartz surfaces, and a wide selection of natural stones such as granite and marble. Designed to meet modern design and construction demands, its materials are widely used for kitchen countertops, bathroom vanities, wall cladding, flooring systems, and custom interior projects. The company focuses on durability, stain resistance, and aesthetic versatility, offering a variety of colors, textures, and finishes tailored to global market trends.
With a commitment to innovation and sustainability, Zenlith continuously upgrades its manufacturing processes to ensure environmentally responsible production and long-term product reliability. Its experienced team provides OEM/ODM services, supporting clients from material selection and customization to packaging and export logistics. Serving customers across North America, Europe, the Middle East, and Southeast Asia, Nanan Zenlith Co., Ltd. has built a strong reputation for quality, competitive pricing, and dependable delivery—making it a trusted partner for stone solutions worldwide.

We utilize the latest CNC cutting and waterjet technologies to ensure that every slate tile or ledger panel meets exact millimeter tolerances, essential for modern "zero-joint" installations.
Located in Nanan, the "Stone Capital of China," we leverage a massive supply chain ecosystem to provide Tier-1 quality at 30-40% lower costs than European counterparts.
From developing waterproof flexible stone veneers to fire-rated artificial slate, our in-house lab focuses on solving real-world construction challenges.
Strategic proximity to Xiamen Port allows us to offer optimized shipping schedules, professional wooden crate packaging, and comprehensive export documentation.
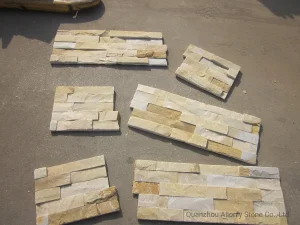
Whether you require Natural Black Slate, Rusty Quartzite, or Artificial Sintered Stone, we provide a "One-Stop Shop" experience for diverse project needs.
Our processes adhere to ISO 9001 and CE standards, ensuring our expertise and reliability are verified by international governing bodies.
International stone buyers—ranging from large-scale wholesalers in the USA to boutique interior designers in London—have specific procurement criteria. We understand that a slate stone factory must do more than just mine rock; it must provide solutions.
As an expert slate stone manufacturer, we test all batches for:
• Water Absorption: Typically < 0.6%, ideal for wet areas and external facades.
• Modulus of Rupture: High structural integrity for roofing and flooring.
• Acid Resistance: Natural slate is impervious to most environmental pollutants, preserving color for decades.
The modern construction era is focused on ESG (Environmental, Social, and Governance) goals. Natural slate is inherently one of the most sustainable building materials, boasting the lowest embodied carbon compared to man-made alternatives like ceramics or concrete. Our factory is dedicated to "Green Quarrying" and water recycling systems, ensuring that your procurement helps contribute to a greener planet. By choosing Zenlith, you are partnering with a manufacturer that values the longevity of the earth as much as the longevity of its stone.















{kind=link}