Explore our top-tier selection of engineered surfaces designed for modern living.
The global residential quartz surface market has witnessed an unprecedented surge in demand over the last decade. As homeowners and interior designers move away from high-maintenance natural stones like granite, engineered quartz has emerged as the gold standard for kitchen and bathroom applications. Today, the industry is characterized by a shift toward high-tech manufacturing, where vacuum vibro-compression technology ensures slabs are non-porous, scratch-resistant, and incredibly durable.
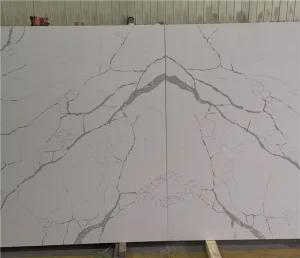
In regions like North America and Europe, the preference for quartz is driven by its ability to mimic the luxurious aesthetic of Calacatta and Carrara marble while offering superior performance. The industrial landscape is now dominated by manufacturers who can provide large-format slabs (Jumbo sizes) to minimize seams in modern open-plan kitchens. As a leading hub, China has become the epicenter of this industrial growth, combining massive production capacity with rapid R&D cycles.
The industry is pivoting towards "Low Silica" and "Silica-Free" surfaces to ensure worker safety and environmental sustainability. Manufacturers are utilizing recycled glass and bio-resins to create the next generation of green building materials.
Advanced 3D inkjet printing and AI-controlled robotic distribution of minerals allow for "through-body" veining that perfectly replicates natural marble, even on the edges of the slab.
The boundary between quartz and sintered stone is blurring. High-performance slabs that can withstand extreme heat and UV exposure are becoming standard for both indoor and outdoor residential use.
Nanan Zenlith Co., Ltd. stands as a professional manufacturer and global powerhouse specializing in artificial marble, quartz stone, and engineered stone solutions. Strategically located in Nanan—China’s premier stone industry hub—our facility integrates cutting-edge production technology with rigorous quality control protocols to deliver surfaces that exceed international standards.

Our comprehensive product portfolio is meticulously designed to meet the evolving demands of modern architecture. From high-polish kitchen countertops to sophisticated bathroom vanities and durable flooring systems, Zenlith materials are celebrated for their stain resistance, structural integrity, and aesthetic versatility. We offer an expansive array of colors and textures, ensuring our clients stay ahead of global design trends.
With a deep-rooted commitment to innovation, Zenlith continuously upgrades its manufacturing lines to incorporate environmentally responsible processes. Our experienced team provides end-to-end OEM/ODM services, supporting global partners from initial material selection and custom color matching to specialized packaging and complex export logistics.

Today, Nanan Zenlith Co., Ltd. proudly serves a diverse clientele across North America, Europe, the Middle East, and Southeast Asia. Our reputation is built on the pillars of quality, competitive pricing, and unwavering delivery reliability, making us the preferred partner for stone solutions worldwide.
For B2B buyers, wholesalers, and large-scale developers, sourcing from a Chinese factory like Zenlith offers distinct strategic advantages. The primary driver is the unmatched supply chain efficiency. In Nanan, we have immediate access to high-purity quartz sand and premium resins, allowing us to maintain lower costs without compromising on material grade.
Economies of scale allow us to offer premium engineered stone at a price point that enables our partners to maintain healthy margins in competitive markets.
Unlike many Western manufacturers with rigid product lines, we can develop custom colors and patterns tailored to specific regional tastes or project requirements.
With multiple high-speed production lines, we can fulfill large-volume orders significantly faster than smaller regional workshops.
Furthermore, our adherence to international certifications (such as CE and NSF) ensures that our products meet the health and safety regulations required for residential use in the US, UK, and EU markets. We understand the nuances of global logistics, providing "door-to-port" solutions that mitigate the risks of international trade.
Quartz surfaces are no longer limited to just the kitchen. Their versatility allows for creative applications across various residential and commercial settings:















{kind=link}