Leading the industry with high-performance quartz and artificial marble surfaces.
The global engineered stone market has undergone a seismic shift over the last decade. As urbanization accelerates across North America, Europe, and Asia-Pacific, the demand for durable, aesthetically pleasing, and sustainable architectural materials has reached an all-time high. Engineered stone—primarily quartz-based and advanced mineral composites—has surpassed natural stone in many commercial and residential segments due to its superior physical properties.
In 2024, the industrial focus has pivoted toward Health and Safety (Silica-Free) and Customization (OEM/ODM). Markets like Australia and portions of the USA are implementing strict regulations regarding respirable crystalline silica, pushing factories to innovate with non-silica alternatives that maintain the hardness and beauty of traditional quartz. This is where high-end Chinese manufacturing, specifically from hubs like Nanan, takes the lead by integrating AI-driven production lines and eco-friendly resin technologies.
Global Market Value
Residential Adoption
Silica Options Available
Export Countries
As a leading Engineered Stone Slabs Factory, we monitor several key trends driving the market:
Strategic sourcing requires more than just a product; it requires a manufacturing partner.
We work with architects to develop exclusive color palettes and textures that match specific branding or regional design trends.
For large-scale hotel chains or residential developments, maintaining batch consistency is critical. Our AI-controlled mixing ensures zero color deviation.
Our ODM services include private labeling, custom packaging, and direct-to-site logistics, reducing the overhead for international distributors.
Nanan Zenlith Co., Ltd. is a professional manufacturer and global supplier specializing in artificial marble, quartz stone, and engineered & natural stone solutions for residential, commercial, and architectural applications. Based in Nanan—one of China’s most established stone industry hubs—the company integrates advanced production technology with strict quality control to deliver consistent, high-performance surfaces.

Zenlith’s product portfolio includes artificial marble slabs, engineered quartz surfaces, and a wide selection of natural stones such as granite and marble. Designed to meet modern design and construction demands, its materials are widely used for kitchen countertops, bathroom vanities, wall cladding, flooring systems, and custom interior projects. The company focuses on durability, stain resistance, and aesthetic versatility, offering a variety of colors, textures, and finishes tailored to global market trends.
With a commitment to innovation and sustainability, Zenlith continuously upgrades its manufacturing processes to ensure environmentally responsible production and long-term product reliability. Its experienced team provides OEM/ODM services, supporting clients from material selection and customization to packaging and export logistics.

Serving customers across North America, Europe, the Middle East, and Southeast Asia, Nanan Zenlith Co., Ltd. has built a strong reputation for quality, competitive pricing, and dependable delivery—making it a trusted partner for stone solutions worldwide.
Our engineered stone is designed for versatility across various climates and architectural styles:
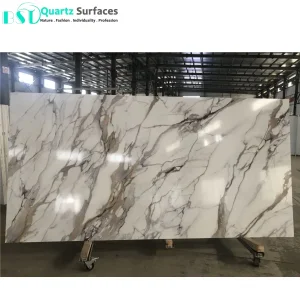
Kitchen countertops and islands in open-concept homes. Our "Bold Veined Calacatta" is a favorite for high-end European kitchen designs.
Airports, malls, and lobbies require high MOHS hardness. Our engineered slabs withstand heavy foot traffic while remaining easy to clean.
Non-porous surfaces are essential for healthcare. Our silica-free and antibacterial options meet stringent hygiene standards globally.
Nanan is widely recognized as the "Stone Capital" of China. Partnering with a factory in this region offers unparalleled advantages:
From luxury agate to industrial sandstone—we have the stone for your project.
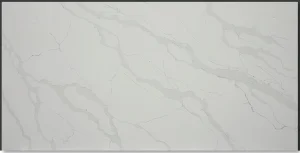
2025 Engineered Quartz Slabs Quartz Stone Slab Calacatta Quartz Kitchen Countertop




Engineered Quartz Stone Slabs with Leather Surface and Corrosion Resistance

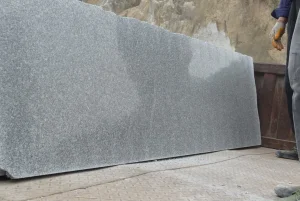
Big Size Stone Slab Panel Bushhamer Surface Black Sandstone for Exterior Wall Cladding Stone Tile

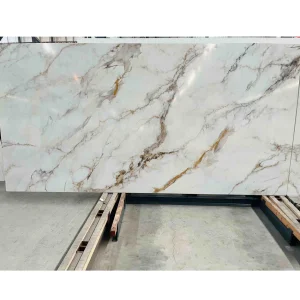
Luxury Marble Home Decor Floor Gemstone Agate Slabs Onyx Stone


{kind=link}