Direct access to high-performance natural stone cladding, premium engineered quartz, and customized architectural elements.





Nanan Zenlith Co., Ltd. is a professional manufacturer and global supplier specializing in artificial marble, quartz stone, and engineered & natural stone solutions for residential, commercial, and architectural applications. Based in Nanan—one of China’s most established stone industry hubs—the company integrates advanced production technology with strict quality control to deliver consistent, high-performance surfaces.
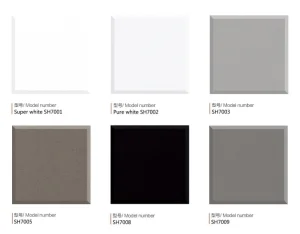
Zenlith’s product portfolio includes artificial marble slabs, engineered quartz surfaces, and a wide selection of natural stones such as granite and marble. Designed to meet modern design and construction demands, its materials are widely used for kitchen countertops, bathroom vanities, wall cladding, flooring systems, and custom interior projects. The company focuses on durability, stain resistance, and aesthetic versatility, offering a variety of colors, textures, and finishes tailored to global market trends.
With a commitment to innovation and sustainability, Zenlith continuously upgrades its manufacturing processes to ensure environmentally responsible production and long-term product reliability. Its experienced team provides OEM/ODM services, supporting clients from material selection and customization to packaging and export logistics.
Serving customers across North America, Europe, the Middle East, and Southeast Asia, Nanan Zenlith Co., Ltd. has built a strong reputation for quality, competitive pricing, and dependable delivery—making it a trusted partner for stone solutions worldwide.

The global stone fabrication landscape is transitioning rapidly from traditional mechanical cutting to smart cyber-physical systems. At Nanan Zenlith, our technical roadmap aligns with high-end architectural demands, leveraging computational processing to elevate stone from a raw block to a highly engineered component.
In modern architectural design, the integration of computational algorithms allows for perfect bookmatching, structural lightweighting, and integrated smart functions (like under-counter wireless charging embedded in engineered quartz).
By transitioning beyond traditional 3-axis machinery, 5-axis CNC routers allow the complex shaping of multi-dimensional profiles, architectural pillars, and ergonomic countertop details with a tolerance limit of +/- 0.5mm.
Our fabrication facility utilizes dynamic abrasive waterjets. By mixing ultra-high pressure water (up to 60,000 PSI) with garnet abrasives, we perform intricate cuts and inlays in quartz and natural granite without heat stress, retaining natural crystalline stability.
In engineered stones, the traditional petroleum-based polyester binders are systematically replaced by bio-resins sourced from industrial byproducts, reducing VOC emissions to align with GreenGuard Gold certification levels.

Located in Nanan, the global epicenter of raw material importing and processing, Nanan Zenlith Co., Ltd. benefits from a unique industrial cluster. This ecosystem guarantees rapid access to premium limestone, block granite, and artificial base sands, providing significant advantages in turnaround time and material consistency.
Every single block and raw slab entering our factory receives an RFID tracking tag. This permits end-to-end tracing of raw quarry sources, resin formulations, oven-curing temperatures, and polishing runs. Clients ordering large commercial projects receive consistency of shade and grain pattern across multiple production batches.
Factory 4.0 Optimization Protocol:
Our MES (Manufacturing Execution System) manages real-time scheduling. This ensures that cutting profiles optimized by digital nest-planning reduce material yield waste by up to 18%, bringing down overall project cost structural footprints.
Deploying tailored stone fabrication systems designed for heavy architectural wear and advanced structural safety.
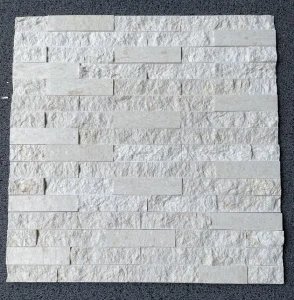
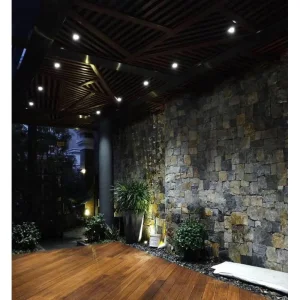
Engineered stone panels and natural sandstone designed for external wall curtain mounting, meeting complex structural windload and moisture management requirements.
High-durability engineered quartz countertops and custom vanity tops with micro-bevel edges, designed for rapid install and wear-resistance in luxury hotel spaces.
Super-compact artificial marble and granites formulated to resist high abrasive indexes (ASTM C241), perfect for airports, lobbies, and retail malls.
From intricate marble fireplaces to complex CNC-carved lobby backgrounds, matching architectural plans from CAD drafts to finished products.
To pass strict European and American building codes, imported stone surfaces must comply with comprehensive physical and chemical safety protocols. Nanan Zenlith Co., Ltd. tests materials according to standard ASTM and EN parameters. This guarantees that whether you source natural sandstone or advanced artificial quartz, the installation remains sound for its designed lifecycle.
We test bulk density, water absorption limits, and compressive strength. For exterior facade cladding, ensuring water absorption is below 0.5% (or below 0.05% for premium quartz) prevents freeze-thaw cracking in northern regions.
Kitchen surfaces must withstand household acids and temperatures up to 150°C without discoloration or micro-fracturing. Our advanced resin curing process ensures artificial marbles and quartz surfaces pass chemical spot test criteria (ASTM C650).
Slabs are secured on heavily built, fumigated A-frame steel or wooden crates, reinforced with heavy-duty steel bands. We calculate dynamic container weight distributions to prevent transit shifts, reducing maritime breakage to nearly 0%.
Answers to technical, regulatory, and logistics queries for international sourcing managers.
Explore our collection of custom artificial marble, laminated engineered stones, and structural countertops.







{kind=link}